

































為什麼測試速度和功率很重要
每種材料在激光束下的反應都不同。對於3毫米的樺木膠合板來說,有效的方法可能會燒穿薄紙,或在壓克力上幾乎沒有痕跡。沒有測試,你可能會面臨削弱、過度燃燒或浪費材料的風險。適當的測試能確保精確性、安全性和可重複性。
在每種新材料之前創建測試模板
在進行大型工作之前,先測試你的材料。
取一塊10×10厘米的材料邊角料,並使用包括以下內容的測試文件:
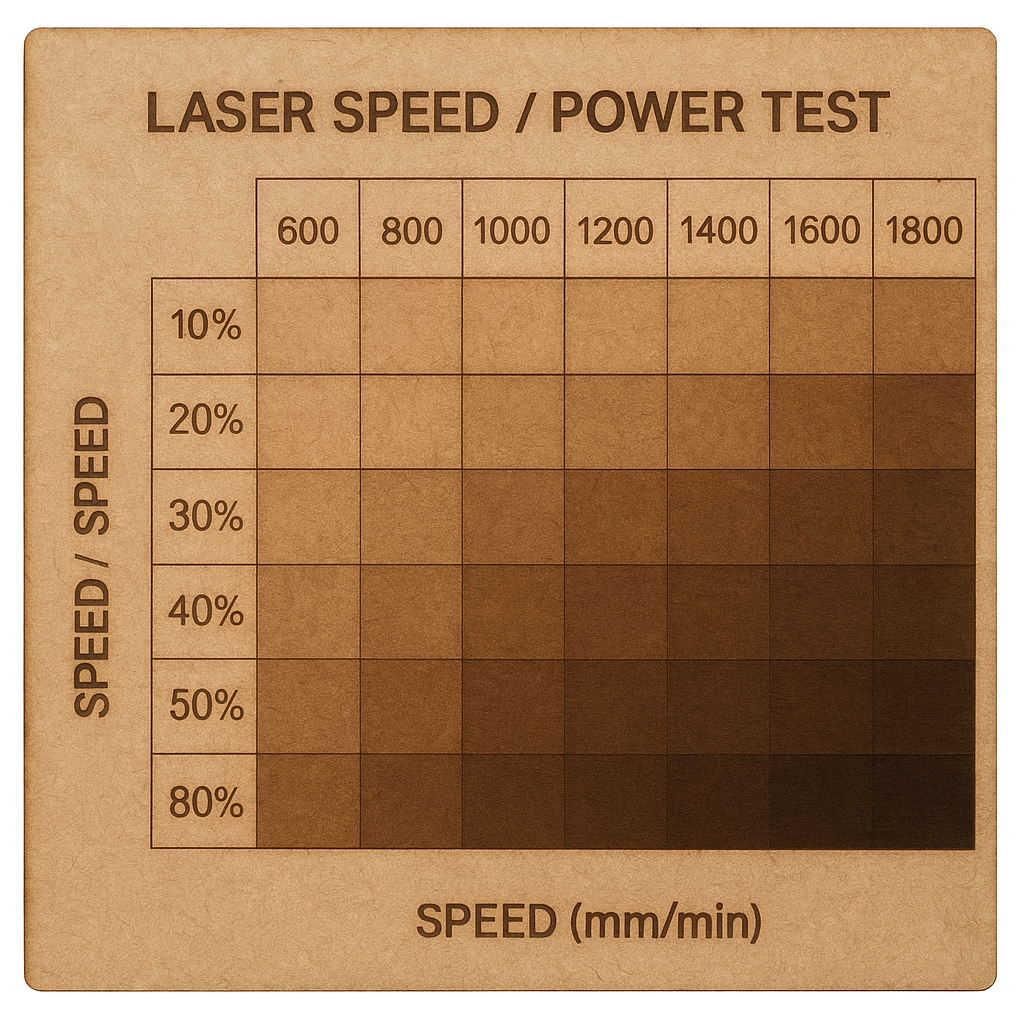
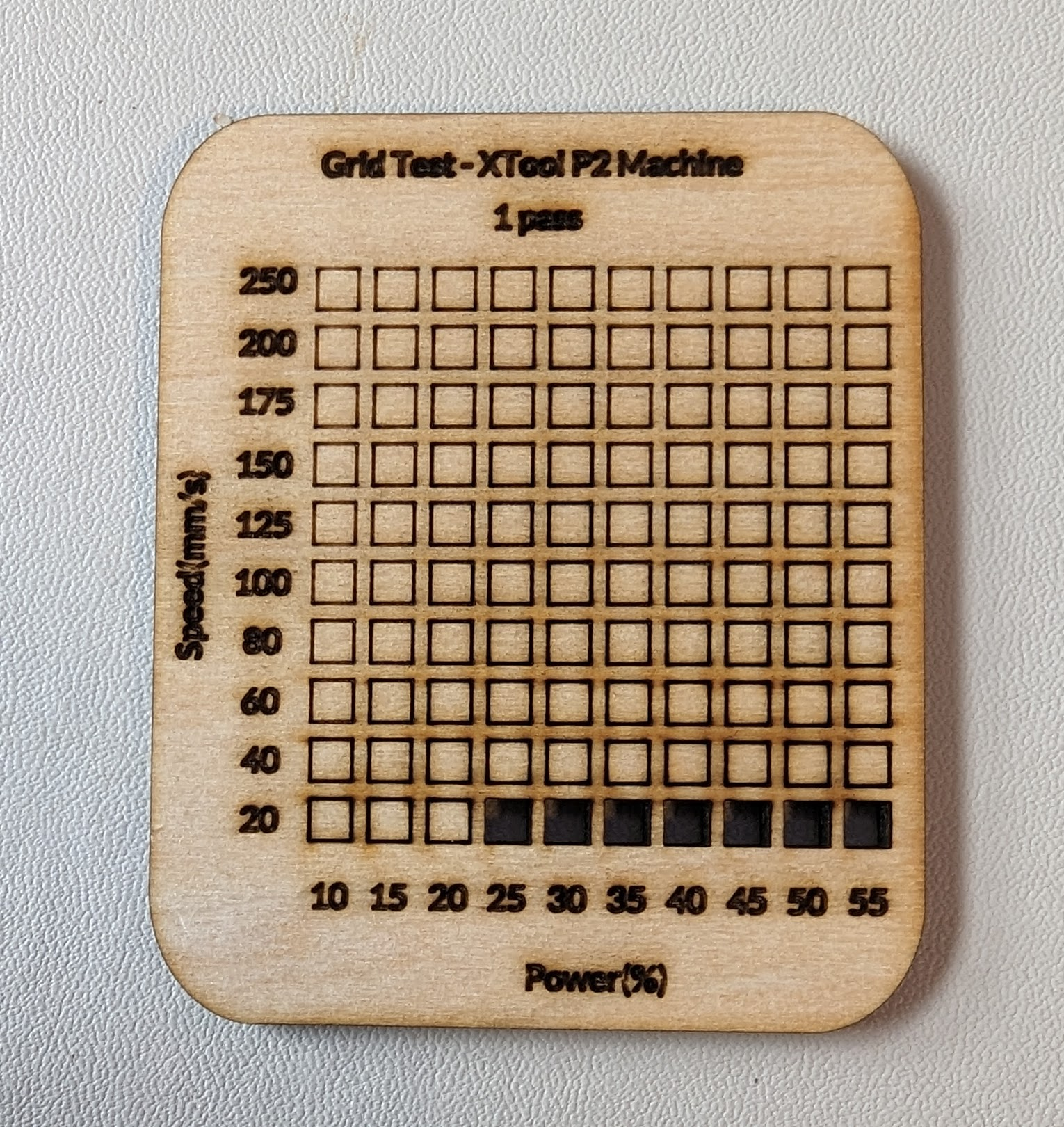
✅ 不同功率/速度組合的方格網
✅ 剪切、線雕刻和填充雕刻的混合
✅ 標記設置以供日後參考
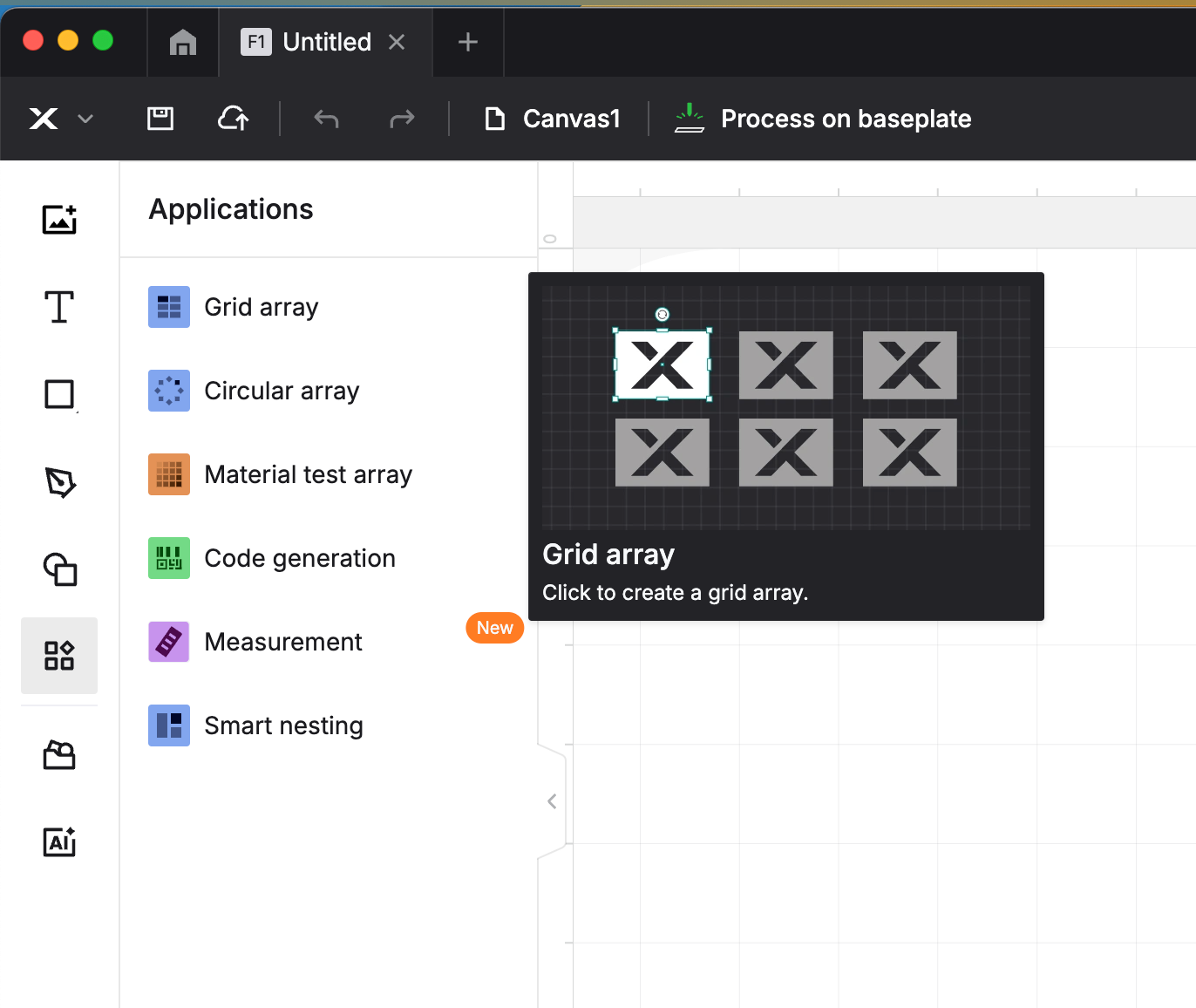
像xTool Creative Space這樣的工具提供測試網格生成器。
你也可以瀏覽在Atomm社區中分享的測試網格,從其他人的設置中學習,然後再測試自己的。
這一步驟能為以後的故障排除節省數小時。
如何閱讀結果
當你的測試完成時,檢查每個方格或樣本:
- 切割測試:乾淨的切口,幾乎沒有碳化,沒有變形
- 雕刻測試:清晰的線條,沒有燃燒或過度熔化
- 過多功率的徵兆:燒痕、邊緣粗糙、泛黃
- 功率不足的徵兆:切口不完整、雕刻淡薄
如果你正在進行深雕刻或需要對比,則需要具有一致深度和乾淨邊緣的設置。
建議的起始參數(僅供參考)
🔸 樺木膠合板(3毫米)
雕刻:速度1500毫米/分鐘,功率25–35%
切割:速度250毫米/分鐘,功率90–100%
🔸 鑄造壓克力(3毫米)
雕刻:速度1000毫米/分鐘,功率30–50%
切割:速度200毫米/分鐘,功率95–100%
🔸 植鞣皮革
雕刻:速度1200毫米/分鐘,功率20–35%
切割:速度300毫米/分鐘,功率85–95%
✏️ 注意:根據你的機器功率、鏡頭焦距和材料批次始終調整。
常見問題
問:為什麼相同的材料有時會表現不同?
答:即使是同一類型的膠合板,也可能在膠水、紋理、濕度或密度上有所不同。這就是為什麼每批材料的測試很重要。
問:測試時應該開啟氣助嗎?
答:切割時需要—氣助能幫助清除碎屑並防止燒焦。雕刻時可選擇開啟,除非煙霧干擾。
問:何時應重新測試設置?
答:每當你更改:
- 材料類型
- 厚度
- 焦距
- 鏡頭、鏡子或功率水平
問:我仍然有燒焦痕跡—該怎麼辦?
答:嘗試提高速度、降低功率,或稍微抬起焦距以使光束失焦。
最後小技巧
保持一個數字或實體的日志,記錄你成功的設置。對於每種材料,記錄:
- 名稱及來源
- 厚度
- 切割/雕刻速度
- 功率百分比
- 評論(對比度、邊緣處理、氣味等)
隨著時間的推移,這份“備忘錄”將幫助你更快地擴展項目並減少錯誤。