
![[Laser cut and engrave] Round Blue Sanding Disc with Holes for Power Sander](https://image-res.atomm.com/resource/xtool/community/attachment/xtool-community/a12dfc56-ebab-41d0-9daa-69c16f39b311.jpg?x-oss-process=image/resize,w_1200,h_900,limit_0/interlace,1/format,webp/auto-orient,1)
Festool Granatレーザーカット設計ツール
 手順
手順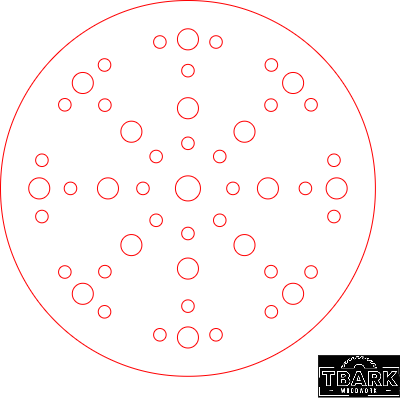

情報
このツールは
https://festoolsand.netlify.app/
木工職人は150mm(6インチ)サンディングディスク用のカスタムレーザー切断ファイルを作成するために使っています。これは特にFestool Multi-Jetstream 2(49穴)パターンを生成するよう事前設定されています。
主な用途:手頃な価格の「無地」(穴のない)サンディングディスクやフック&ループサンドペーパーのロールを購入すれば、このテンプレートを使ってFestoolサンダーのほこり抜きに必要な正確な換気穴をレーザーカットできます。
もしもっとコンテンツが必要なら、ぜひ「いいね!」してください。
手順
ステップ1
このリンクを使って自作のサンディングディスクSVGテンプレートを作成し、必要に応じて修正
してください1。デフォルト設定(「標準」設定)
ページを読み込むと、設定は自動的に Festool 150mm / 49穴標準に割り当てられます。
ディスク直径:150mm
ホールパターン:Multi-Jetstream 2(Granat、Rubinなどと互換性)
Center Hole: 10mm
標準的な6インチ/150mの交換ディスクチームプレートだけが必要な場合は、値を変更する必要はありません。ページを開き、Download SVGをクリックするだけです。
2. 設定ガイド
フィットを調整したい場合(例えばレーザーの切り口が穴を緩めすぎる場合)やカスタムパターンを作成する場合は、各値の処理方法を紹介します:
Base Dimensions
外径(mm):ディスクの総サイズ。標準の6インチサンダーの場合、150に保ちます。
センターホールダイア(mm):サンダーのボルト/アーバーに合う穴です。デフォルトは10mm。
ヒント:ディスクがきつすぎる場合は10.2mmに増
リング1、2、3(内側の円)
これらは中心に最も近い標準的な円形の穴の配列を制御します。
中心からの半径:このリングが中心点からどれくらい離れているか。
穴径:このリングの穴の大きさ。
ホールカウント:このリングの周囲に均等に間隔を
置く穴の数。リング1(内側):半径18mm(小さな5mm穴)。
リング2:半径32mm(大きな8.4mm穴)。
リング3:半径47mm(小さな5mm穴)。
Ring 4(「クラスター」)
これはMulti-Jetstream 2の独特な外側パターンを制御し、最適化された気流のための「スポーク」外観を作り出します。
パターン:単一の穴の代わりに、このリングは3つの穴からなる「クラスター」(Small - Large - Small)を配置します。
クラスタ間隔(mm):これは2つの小さな「サテライト」ホールが大きなメインホールからどれだけ離れているかを定義します。デフォルトは11.3mm(曲線に沿って測定)です。
クラスタ数:デフォルトは 8となり、設計の8本の「スポーク」を作り出します。
3. 使い方&ダウンロード
プレビュー:画面右側でライブプレビューをご覧ください。左側の数字を変更すると、図面は即座に更新されます。
Verify: 赤い輪郭線が正しく見えることを確認してください。
ダウンロード:サイドバー下部の青い"Download SVG"ボタンをクリックしてください。これにより、tbark_custom_disc.svgというファイルがコンピュータに保存されます。
4. xTool Creative Space (XCS)<
p start="1" data-path-to-node="28">Import:xTool Creative Spaceを開く。
ファイル > 画像をインポートし、 ダウンロードしたファイルを選択してください。
Verify Size:
設計をクリックして選択してください。
上部のサイズパネルを確認してください。150mm x 150mmと書かれるべきです。
注意:150mmでない場合は、「Lock Aspect Ratio」アイコンがロックされているか確認し、幅に150を入力してください。
Ungroup(任意):
設計は利便性のために「グループ化」されています。
特定の穴を手動で削除したい場合は、設計を右クリックして Ungroup。その後、個別の円を選択して削除できます。
カットパラメータ設定:
全体のデザインを選択してください(赤線)。
Set Processing Type to Cut.
Recommended Settings for Sandpaper:
出力:低〜中(レーザーのワット数により約20〜30%から始めてください)。
速度:高速(サンドペーパーが簡単に切れる)。
配置のヒント:
サンドペーパーのGRIT面を下に置いてください。これにより、研磨剤がレーザービームをレンズに反射させるのを防ぎ、機械を保護します。
リミックス

![[How To]Laser Cut Carbon Steel Wrench](https://image-res.atomm.com/resource/xtool/community/attachment/xtool-community/e1540f07-a089-4349-a341-1f67d43b2527.jpeg?x-oss-process=image/resize,m_fill,w_640,h_480,limit_0/interlace,1/format,webp/auto-orient,1)


こちらもおすすめです

編み針ゲージと定規レーザーカットの束。編み物やかぎ針編み用の木製糸ゲージ定規


ステンレススチールに描かれた画像とテキスト


カスタムサンドペーパーファイル


編み針ゲージツール 猫型


帆走の装飾

パークサイド・メカーノ


レーザー彫刻金属製ドアウェッジ(Engine 29救助テキスト付き)

I Love Knitting Engraving付きのレーザーカット木製編み針ゲージ

![[How To]Laser Cut 6mm Stainless Steel Wrench](https://image-res.atomm.com/resource/xtool/community/attachment/xtool-community/127bd3c0-c15b-4c1e-b7b0-69014201f3d9.jpeg?x-oss-process=image/resize,m_fill,w_640,h_480,limit_0/interlace,1/format,webp/auto-orient,1)
[方法]レーザーカット6mmステンレス製レンチ


レーザー彫刻 xTool Studio ショートカットキー参照チャート


ドリルビットのサイズの彫刻が実際に見える


黒い工具箱の蓋にレーザー彫刻された雄牛の頭蓋の花柄デザイン

落ち着いて木製編み針ゲージで編みましょう

ストイック・フロッグボトルオープナー – レーザー彫刻されたミニマリストな両生類デザイン


織りのためのヘドルパドル


Sammlung Webrahmen und Webkämmen / collection weavingframes and heddles


マウゼファレ / マウストラップ


私が大好きなレーザー彫刻木製編み針ゲージ