
Proč záleží na rychlosti a výkonu testování
Každý materiál reaguje na laserový paprsek jinak. To, co funguje pro 3mm březovou překližku, může spálit tenký papír nebo jen mírně označit akryl. Bez testování riskujete podřezání, přehřátí nebo plýtvání materiály. Správné testování zajišťuje přesnost, bezpečnost a opakovatelnost.
Vytvořte testovací šablonu před každým novým materiálem
Před začátkem velkého úkolu nejprve otestujte svůj materiál.
Vezměte kousek odpadu o velikosti 10×10 cm a použijte testovací soubor, který obsahuje:
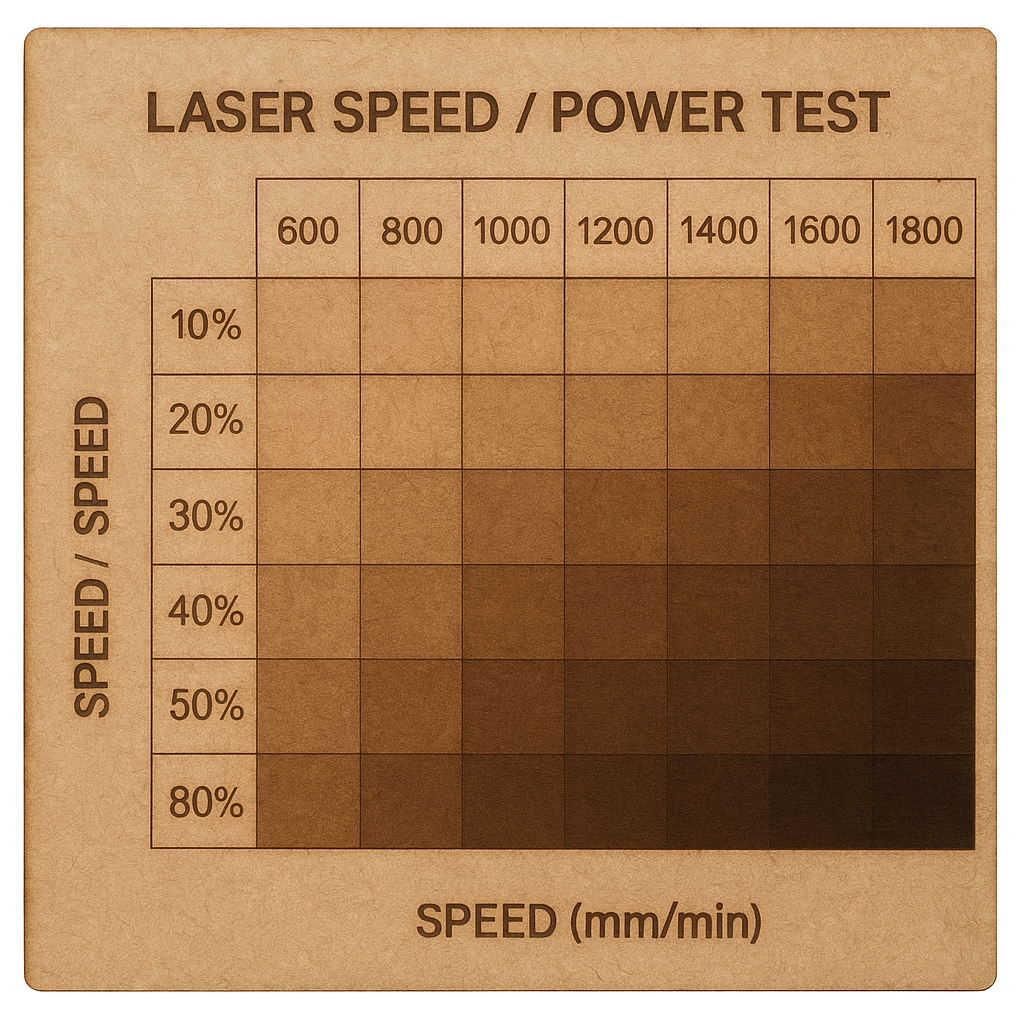
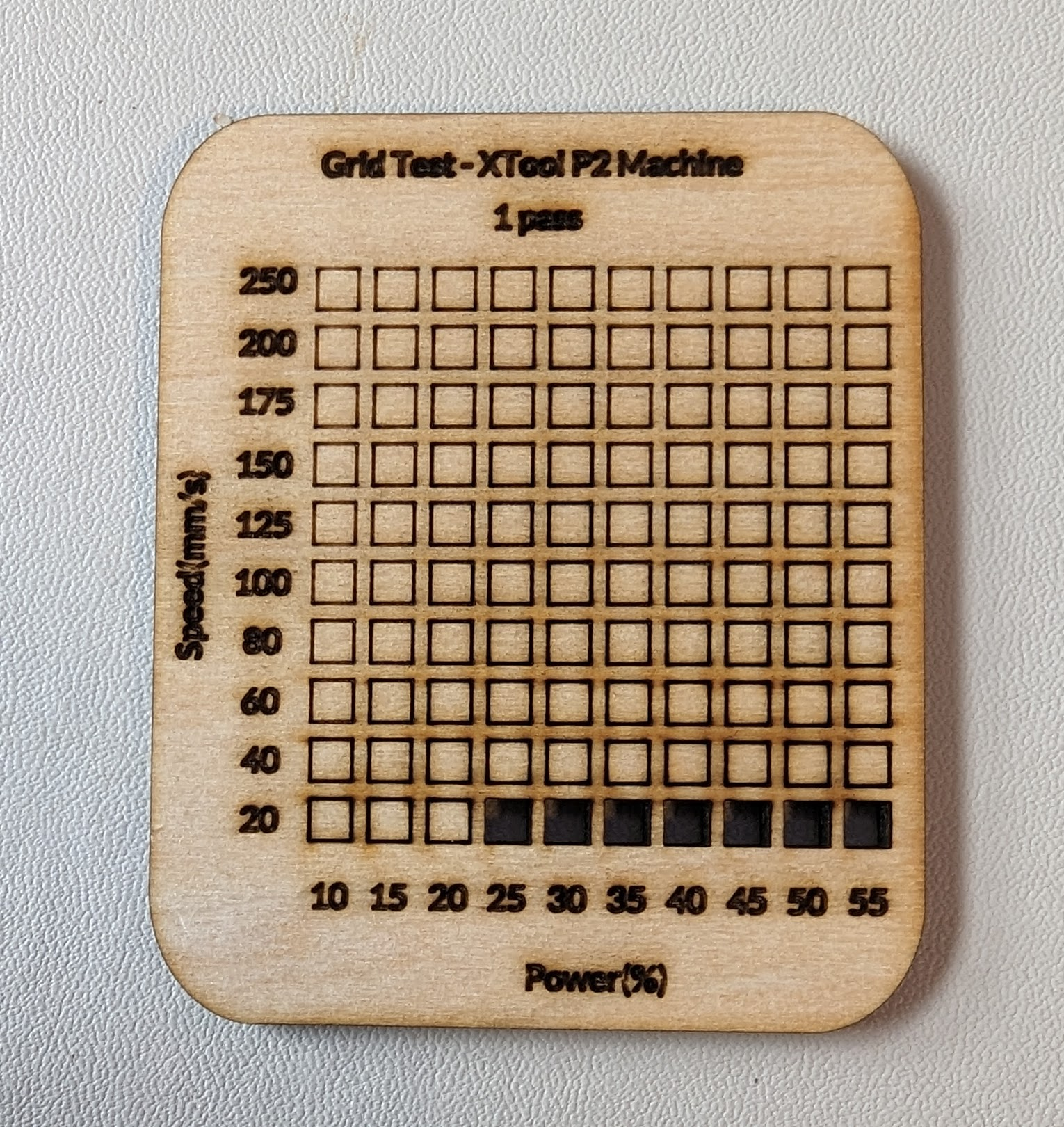
✅ Mřížku čtverců s různými kombinacemi výkonu/rychlosti
✅ Mix řezání, gravírování čar a plného gravírování
✅ Označené nastavení pro pozdější referenci
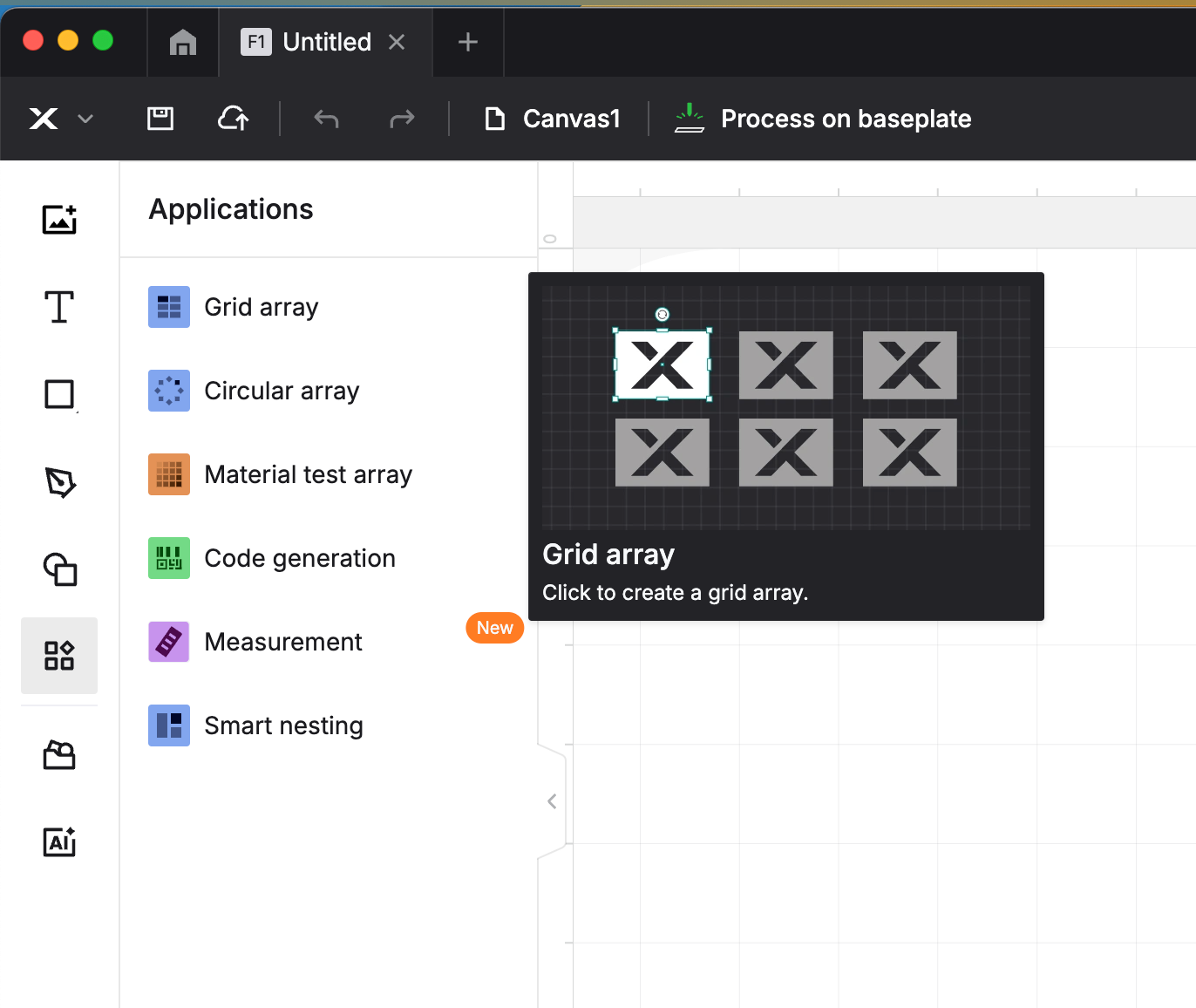
Nástroje jako xTool Creative Space nabízejí generátory testovacích mřížek.
Můžete také procházet testovací mřížky sdílené v komunitě Atomm, abyste se poučili z nastavení ostatních před testováním vlastních.
Tenhle rychlý krok vám může ušetřit hodiny problémů později.
Jak číst výsledky
Když váš test skončí, zkontrolujte každý čtverec nebo vzorek:
- Test řezání: Čistý řez s minimálním spálením, žádné deformace
- Test gravírování: Ostré linie, žádné spálení nebo přehřátí
- Známky přílišného výkonu: Spálené značky, drsné okraje, žloutnutí
- Známky nedostatečného výkonu: Neúplné řezy, slabé gravírování
Pokud děláte hluboké gravírování nebo potřebujete kontrast, budete chtít nastavení s konzistentní hloubkou a čistými okraji.
Navrhované počáteční parametry (pouze pro referenci)
🔸 Březová překližka (3mm)
Gravírování: Rychlost 1500 mm/min, výkon 25–35%
Řezání: Rychlost 250 mm/min, výkon 90–100%
🔸 Litý akryl (3mm)
Gravírování: Rychlost 1000 mm/min, výkon 30–50%
Řezání: Rychlost 200 mm/min, výkon 95–100%
🔸 Rostlinně činěná kůže
Gravírování: Rychlost 1200 mm/min, výkon 20–35%
Řezání: Rychlost 300 mm/min, výkon 85–95%
✏️ Poznámka: Vždy upravte podle výkonu vašeho stroje, ohniskové vzdálenosti a dávky materiálu.
Často kladené otázky
Q: Proč se chová stejný materiál někdy jinak?
A: I stejné typy překližek se mohou lišit ve slisování, zrnu, vlhkosti nebo hustotě. Proto je testování každé dávky důležité.
Q: Měl bych zapnout vzduchovou asistenci při testování?
A: Ano pro řezání - vzduchová asistence pomáhá odstranit nečistoty a předcházet spálení. Volitelné pro gravírování, pokud kouř nezasahuje.
Q: Kdy bych měl znovu testovat nastavení?
A: Kdykoli změníte:
- Typ materiálu
- Tloušťku
- Ohniskovou vzdálenost
- Objektiv, zrcadlo nebo úroveň výkonu
Q: Stále dostávám spálení - co mám dělat?
A: Zkuste zvýšit rychlost, snížit výkon nebo mírně zvýšit zaostření, abyste rozostřili paprsek.
Závěrečné tipy
Udržujte digitální nebo fyzickou knihu o úspěšných nastaveních. Pro každý materiál zapište:
- Název a zdroj
- Tloušťka
- Rychlost řezání/gravírování
- Výkon %
- Poznámky (kontrast, dokončení okrajů, zápach atd.)
V průběhu času vám tento „šidítko“ pomůže rychleji škálovat vaše projekty a s menšími chybami.