
举报
![[Laser cut and engrave,Screen printing] Brass Color Calibration Chart](https://image-res.atomm.com/resource/xtool/community/attachment/xtool-community/9cd6a315-f67c-4558-b238-0a60a89d6b2b.jpg?x-oss-process=image/resize,w_1200,h_900,limit_0/interlace,1/format,webp/auto-orient,1)
黄铜色校准表
 教程
教程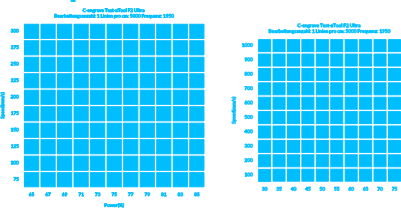
05mmBrass
.xcs
显示剩余(4项)
应用场景
激光加工、丝网印刷 (120min)
机器与模块
xTool F2 Ultra
40W, 60W材料兼容的 xTool 机器
MetalFab Laser Welder
800W, 1200W使用的材料
.png?x-oss-process=image/resize,m_mfit,w_32,h_32,limit_0/interlace,1/format,webp/auto-orient,1)
0.5mm H62黄铜

68
1230
教程
1
步骤1
1. 材料准备
使用未经涂层的黄铜板。雕刻前务必用酒精或丙酮彻底清洁表面。任何油渍、指纹或清漆都会干扰氧化过程,破坏颜色。
2
步骤2
2. 机器设置(xTool F2 Ultra)
60W MOPA
精确聚焦为必不可少。使用自动测量功能。由于斑点大小为~0.01毫米,即使偏差1毫米,鲜艳的颜色也会变成暗淡的棕色痕迹。
确保黄铜板完全平整且牢固。
3
步骤3
3. 参数
该文件采用了独特的“微抛光”技术:
脉冲宽度:锁定为 2 ns(以最小化热渗透)。
频率:设置为 1950 kHz(以制造连续加热效果)。
密度: 5000 line/cm(0.002毫米间隔)。这种极高的重叠层层叠加了色彩。
4
步骤4
4. “温度因子”(关键提示!)
这些结果是在一个酷炫的车间环境中校准的(约10°C / 50°F)。冷黄铜能更快散热,使颜色更清晰(“淬火效果”)。
如果你的车间温度较高(>25°C):你可能会注意到热量积累导致颜色燃烧。此时,尝试 将线密度降低至3000-4000行/厘米,或略微提高速度以补偿。
5
步骤5
5。享受
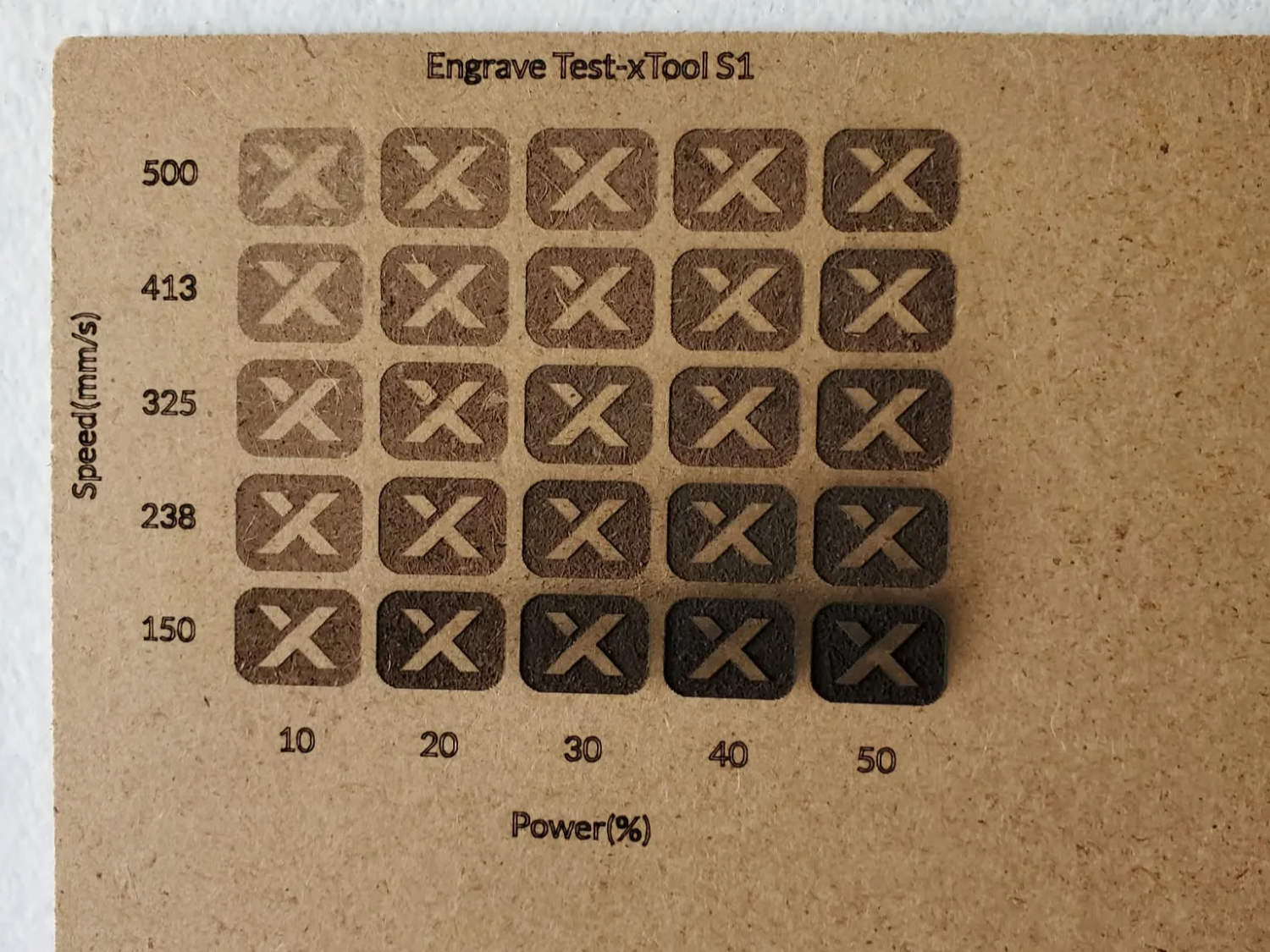
雕刻,运行网格测试。在明亮的直射光下观察结果。紫色/粉色调的"最佳点"很窄——用你具体版子上看起来最好的网格坐标来应用到设计中。
评论
二创




您可能也喜欢

铝制吊坠精密红外色彩校准样片(xTool F2 – 5W IR)

18
118

蓝色二极管不锈钢名片颜色测试网格 |速度×力量

42
573

F1Ultra SUS304 2毫米不锈钢最佳颜色

8
155

带有10毫米测量标记的激光雕刻校准网格

8
21

板岩雕刻校准网格——功率/速度灰度图

0
25

木制速度与功率校准测试网格

0
2

每厘米线校准测试网格用于表面纹理分析

0
1

激光雕刻木材测试表,用于速度、功率和LPC设置
43
206
3毫米MDF板材功率与速度校准测试网格

0
6

详细色彩图表 - 水性油漆或染色的雕刻网格测试 - 木材/胶合板

1
5

激光雕刻金属色彩校准标签 IR 5W 和 Blue 15W
70
445

不锈钢名片二极管颜色测试网格 |200毫米* 功率%
19
365

(2)不锈钢色彩测试《F2Ultra》
26
336

304不锈钢彩色雕刻测试网格 - F2超紫外线

164
1680

C-Engrave测试阵列

24
276

桃花心木雕刻测试网格图

0
5

激光雕刻金属测试网格,带有颜色和功率设置

7
131

激光雕刻木质校准测试网格
1
10