






























Signaler
![[Laser cut and engrave] We The People](https://image-res.xtool.com/resource/xtool/community/attachment/xtool-community/113171cc-1ced-46b3-84f4-3cee737cab1b?x-oss-process=image/resize,w_1200,h_900,limit_0/interlace,1/format,webp/auto-orient,1)
![[Laser cut and engrave] We The People](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAAoAAAAKCAYAAACNMs+9AAAAAXNSR0IArs4c6QAAABdJREFUKFNjZCASMBKpjmFUId6QIjp4AAppAAuXjCs4AAAAAElFTkSuQmCC)
![[Laser cut and engrave] We The People](https://image-res.xtool.com/resource/xtool/community/attachment/xtool-community/113171cc-1ced-46b3-84f4-3cee737cab1b?x-oss-process=image/resize,w_200,h_150,limit_0/interlace,1/format,webp/auto-orient,1)
![[Laser cut and engrave] We The People](https://image-res.xtool.com/resource/xtool/community/attachment/xtool-community/bab0d7f5-e86c-4369-ac97-5a5ff46496a5/IMG_8235.jpg?x-oss-process=image/resize,w_200,h_150,limit_0/interlace,1/format,webp/auto-orient,1)
![[Laser cut and engrave] We The People](https://image-res.xtool.com/resource/xtool/community/attachment/xtool-community/93daf963-1707-48de-8493-ac21ad7a2c2a/IMG_8236.jpg?x-oss-process=image/resize,w_200,h_150,limit_0/interlace,1/format,webp/auto-orient,1)
![[Laser cut and engrave] We The People](https://image-res.xtool.com/resource/xtool/community/attachment/xtool-community/e4dd144c-0f47-4ba5-9ff3-05d6cc68bca9/IMG_8237.jpg?x-oss-process=image/resize,w_200,h_150,limit_0/interlace,1/format,webp/auto-orient,1)
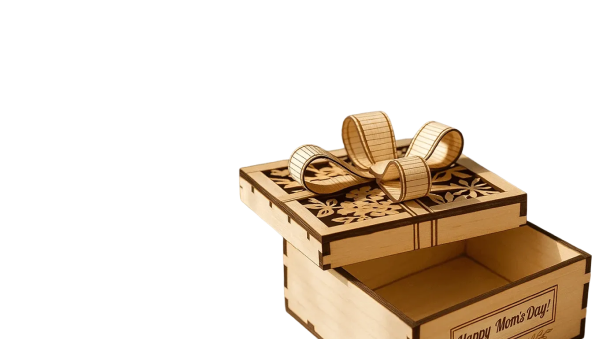
Nous, le Peuple
 Instruction
Instruction
49
.svg
Scénario d'application
Laser (60min)
Machine et module
xTool S1
40WMatériau utilisé

Mousse plastique en acier inoxydable 304
473
3493
Instruction
1
Étape1: Coupe de préparation
Nettoyez la tasse soit avec de l’alcool à fric, soit avec de l’eau et du savon
2
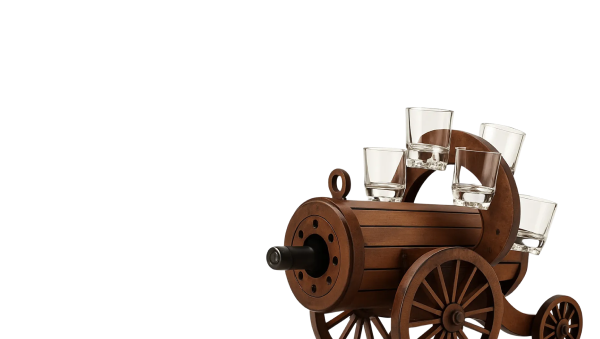
Étape2: Mesurez la tasse
J’ai mesuré la coupelle avec le ruban fourni avec l’outil RA2. J’ai récupéré mon périmètre et je l’ai inscrit dans XCS. J’ai dessiné une boîte dans le logiciel pour la taille de la coupe et j’ai apporté un fichier SVG et la taille en conséquence.
3
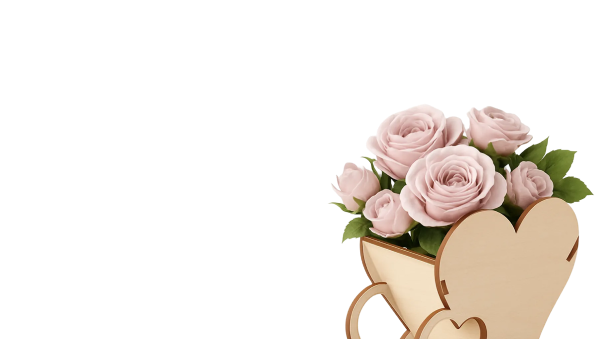
Étape3: Choisir des décors pour la gravure
J’avais déjà fait des grilles de test sur ces bonnets, mes réglages pour cette coupe étaient 40p, 500 sp, 240 lps. Un passage.
4
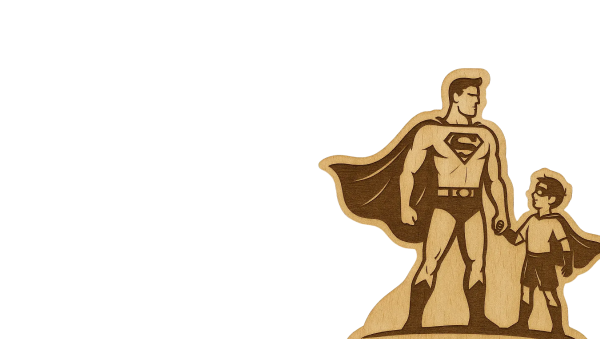
Étape4: Tasse nettoyée après gravure
J’ai retiré la tasse et nettoyée avec du savon, de l’eau et une gomme magique. Cela nettoie toute la brûlure s’il y en a.
Commentaires