
Nahlásit
![[Laser welding / cleaning] Brass Chandelier](https://image-res.atomm.com/resource/xtool/community/attachment/xtool-community/3c3b125c-9440-4c31-9eea-5f40d61cc1a6?x-oss-process=image/resize,w_1200,h_900,limit_0/interlace,1/format,webp/auto-orient,1)
Mosazný lustr
 Instrukce
Instrukce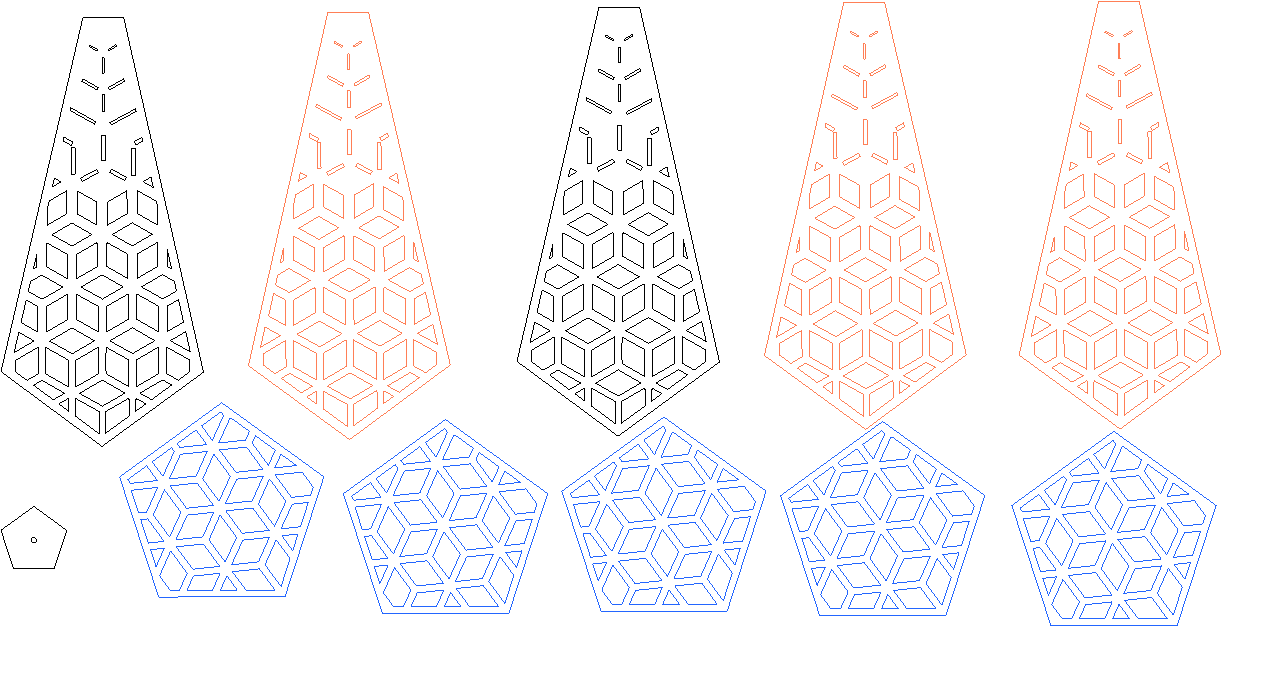
0.5mmBrassChandelier-OrdinaryNozzle-1.2MPa
.xcs
Zobrazit dalších 1
Scénář použití
Laserové svařování / čištění
Stroj & modul
xTool MetalFab Laser Welder
1200WPříslušenství
Vybraný sušák Ary od xTool
Použitý materiál
1/50''×24''×24''(0,5mm×610×610) mosaz* 4 kusy

269
4099
Informace
Vytvořte ohromující mosazný lustr pomocí xTool MetalFab! Tento jednoduchý kutilský projekt nejenže poskytuje krásné osvětlení, ale slouží také jako dekorativní výrazný kousek. Představte si, jaký kouzlo to přinese vašemu prostoru – a dokonce ho můžete prodat se ziskem! Ukaž svou kreativitu a řemeslnou zručnost. Začněte svůj lustrový projekt ještě dnes a rozzářte svůj domov!
Instrukce
1
Krok1: Připojte stroj, položte materiál

Náhled

Náhled
- Připojte CNC řeznou platformu a laserovou svářečku
Otevřete a připojte svářečku k řezné platformě, pak zapojte, zapněte plyn (dusíková válec 174 PSI/1,2 MPa zobrazena v XCS nebo nastavte xTool air kompresor se sušičkou při nejvyšším tlaku 145 PSI/1,0 MPa, zatímco XCS při zpracování ukazuje 0,5–0,7 MPa). - Položte materiál
na řeznou plošinu o rozměrech 24''x 24''(610 x 610 mm) a upevněte ji čepelí a svorkami.
2
Krok2: Vložte soubor XCS

Náhled

Náhled
<
div data-page-id="SUUgd7W07oTGSwxgxAjcCr9Kn0t" data-lark-html-role="root" data-docx-has-block-data="false">Zapněte stroj, otevřete xTool Creative Space na počítači, přetáhněte požadovaný soubor xcs a upravte parametry.
3
Krok3: Kalibrujte kapacitní senzor

Náhled
Klikněte na tlačítko Start kalibrace a poté klikněte na střední oblast obrazu materiálu pro provedení kalibrace.
4
Krok4: Rámování a zpracování
- Klikněte na "Framing" pro potvrzení, že je v rozsahu zpracování. Pokud nejsou žádné problémy, zavřete víko, klikněte na "Zpracovat" a stiskněte tlačítko "Start" na řezné plošině.
- Postupujte podle výše uvedených kroků k výměně materiálu a vystřižení všech vzorů
5
Krok5: Přepínání zařízení

Náhled

Náhled

Náhled

Náhled
- Upravit tlak plynu
Snížit tlak dusíkové lahve na 14,5-29 PSI (0,1-0,2 MPa). (Pokud jste použili kompresor a sušičku, odpojte svářečku a připojte dusíkovou láhev.) - Připojení kabelu pro svařování
Odpojte kabely mezi svářečkou a řeznou plošinou - Sestavte bezdrátovou svařovací trysku
, vyjměte kondenzátorovou hlavu ze svařovací pistole a namontujte bezdrátovou svařovací trysku. - Připojte snímací kabel
obrobku. Nainstalujte svařovací drát a připojte snímací kabel obrobku na kovovou část, kterou je třeba svařit k dokončení obvodu.
6
Krok6: Montáž a svařování

Náhled
<
div data-page-id="SUUgd7W07oTGSwxgxAjcCr9Kn0t" data-lark-html-role="root" data-docx-has-block-data="false">- Sestavte hlavní část
Použijte maskovací pásku k sestavení hlavní jednotky pro snadnější svařování - Nejprve
svařujteVyberte materiál <1/25'' (1mm) mosazi pro aplikaci vestavěných parametrů svařování a pokračujte ve svařování (je nutné použít trysku bez drátu a umožnit laserování) - Kontinuální svařování
: nejprve přerušte svařování na klíčových místech a poté použijte kontinuální svařování pro pevnější spojení
7
Krok7: Nainstalujte žárovku a připojte napájecí vodiče
<
div data-page-id="SUUgd7W07oTGSwxgxAjcCr9Kn0t" data-lark-html-role="root" data-docx-has-block-data="false">Prosím, věnujte pozornost bezpečnosti!
8
Krok8: Tipy, které musíte znát
- Svářecí stroj nelze současně připojit k řezné plošině a podávači drátu; je potřeba přepínat připojení zařízení a upravovat tlak plynu.
- Doporučuje se provést malý test před řezáním a svařováním, aby se potvrdily výsledky před dalším zpracováním.
- Doporučuje se nejprve použít bodové svařování k upevnění klíčových bodů a poté pokračovat v kontinuálním svařování.
Komentáře










.png?x-oss-process=image/resize,m_fill,w_240,h_240,limit_0/interlace,1/format,webp/auto-orient,1)
























